Frauscher production on the pulse of time
Supply Chain Director Gerald Buchinger (on the right) with his colleagues in production.


In mid-February 2020, you finished the production of the RSR123 wheel sensor with the serial number 50,000. That's certainly a reason to celebrate. How proud are you of this achievement?
Gerald Buchinger: Since its birth, the RSR123 has set very high quality standards in terms of production technology, involving extensive working and testing steps. With the introduction of a new version of the sensor, which enables a higher degree of automation in production and can handle larger component and process tolerances, we have achieved an important milestone. Required updates, which may have been necessary in the field, are now a thing of the past. In addition to the well-known outstanding features of the RSR123, the quality improvement has also been recognised and appreciated by customers resulting in a positive effect on sales figures. This development is certainly a reason to celebrate and a reward for all of our hard work – from customer service and production to meticulous analysis in our R&D laboratories.
Last year, the production figures of this sensor rapidly increased. Why is it so popular?
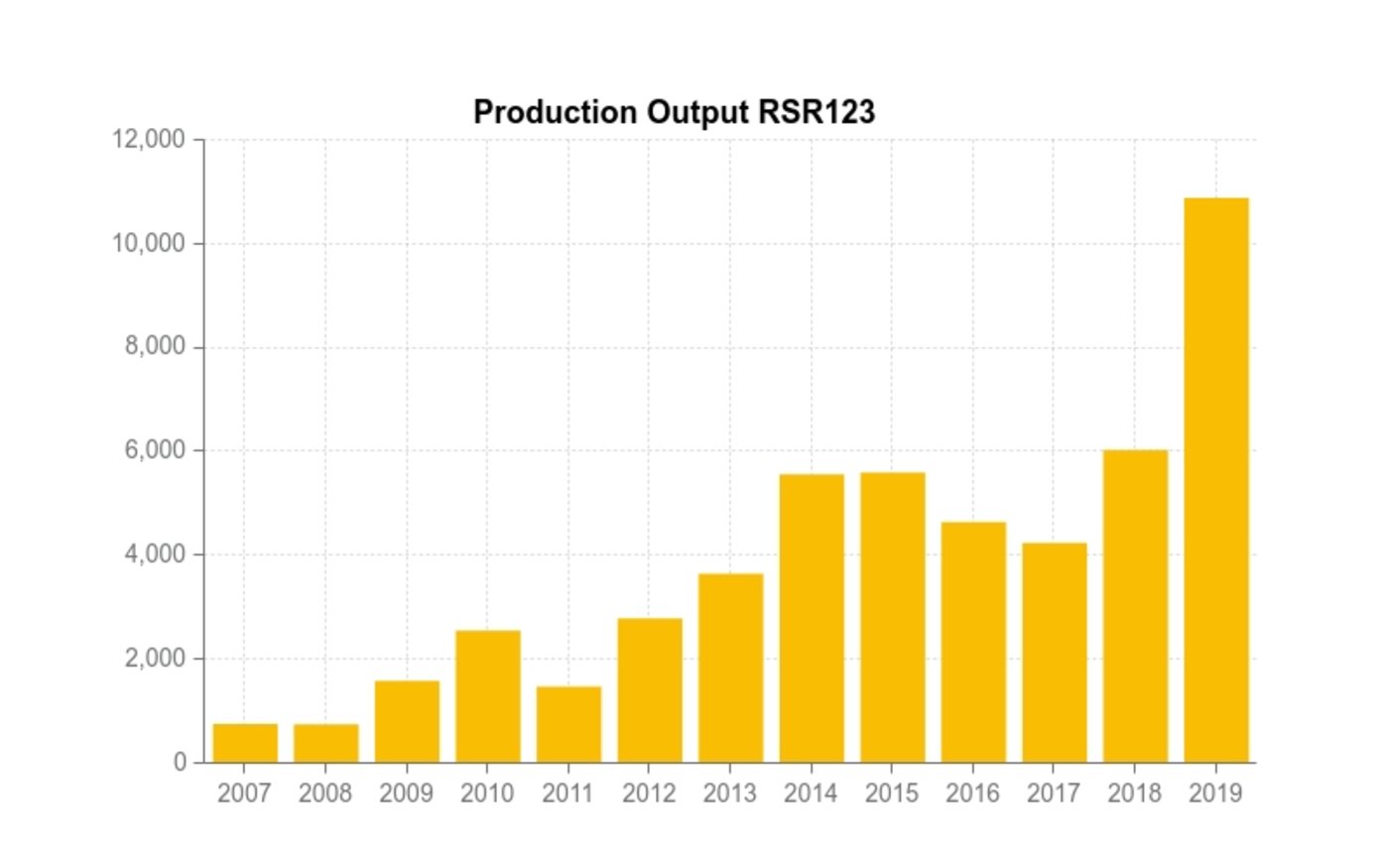
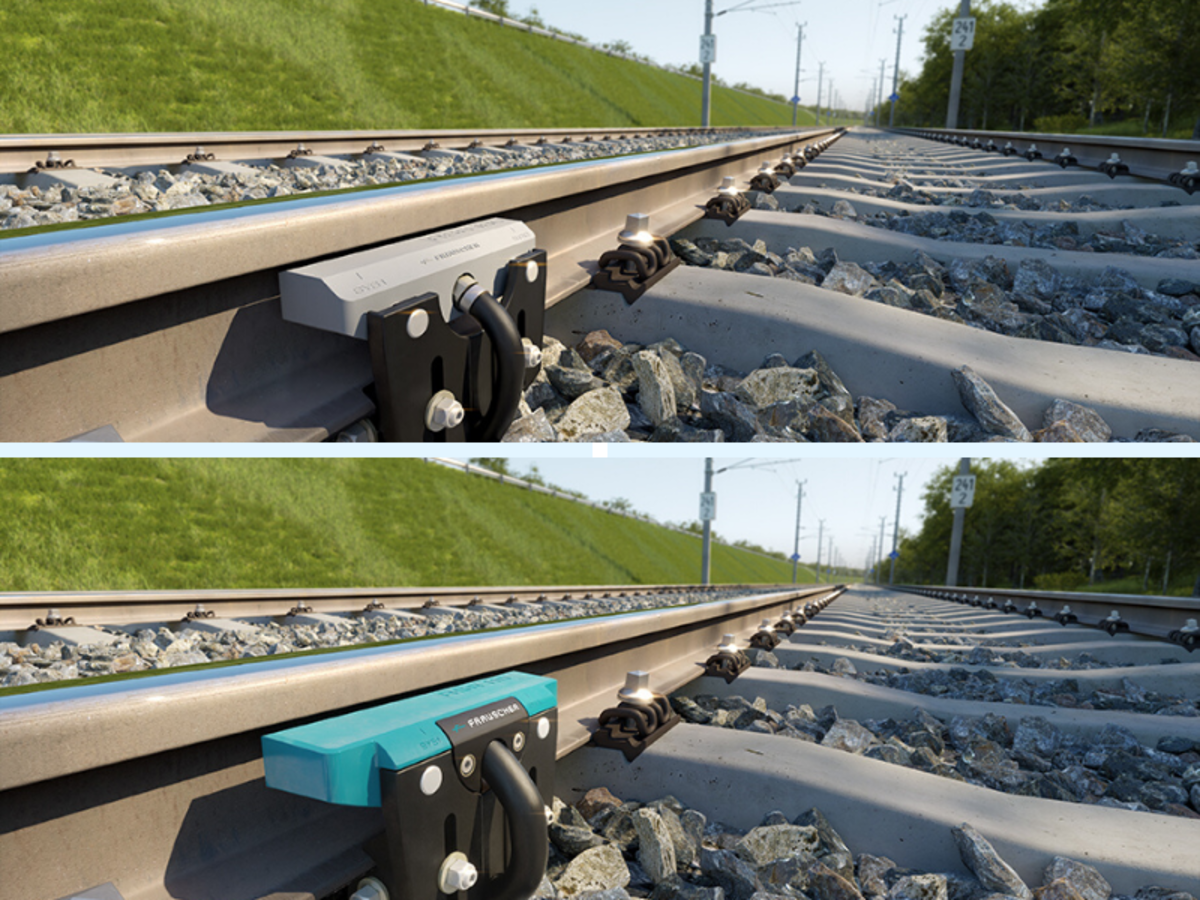
Gerald: The RSR123, produced since 2007, has two key benefits. First of all, it is highly resistant to electromagnetic interference. Secondly, it has a pluggable connection cable. These properties are in great demand in certain countries. This has enabled us to open up new markets. While around 6,000 units were produced in 2018, the production output rose by more than 80 percent to just under 11,000 units in 2019.
In addition to the RSR123, Frauscher has other interesting sensors in its portfolio with the RSR180 and RSR110: What makes these sensors stand out?
Gerald: As the oldest sensor, the RSR180 has already contributed significantly to the successful development of our product portfolio in the early years. Recently, we have also introduced a new version. The well-known functional characteristics have been retained and the product is now even more robust against shock loads.
The third sensor in the bundle, the RSR110, has an open analogue interface and can therefore transmit very precise data. We offer it as a single wheel sensor (RSR110s) and as a double wheel sensor (RSR110d).

Automation in production will become even more important in the future. How did you position yourselves in this case? Can you give us examples?
Gerald: First, I would like to stress that automation is not intended to replace our employees. Rather, our aim is to assist them in their work as production output increases, for instance, by having robots such as the Cobot carry out monotonous tasks. After completion of a training phase that lasted several weeks, this robot has been in use since December 2018. Its task is to transport the sensor housings to a surface treatment machine. Additional measures on our journey to more automation include the expansion of the vacuum encapsulation lines.
By and large, we are already very well positioned when it comes to automation. At the same time, we still have a lot of new ideas, and we are always keeping an eye on current developments. If new approaches are deemed beneficial and economic for our employees and our production process, we test and implement them.









